国产机床的‘最后一微米’:三大硬墙如何跨越?
当华中数控在2024年交出五轴高端数控系统订单突破千台的成绩单,当华中10型智能数控系统将AI芯片嵌入数控系统的消息传出,当五轴联动整机国产化率从2020年的18%一路攀升至2025年的59.5%——这些数字,构成了外界对中国工业母机产业最为直观的判断:突围了,破了局。
这些成就不是幻觉。它们真实地发生在中国制造最坚硬的那堵墙面前,是数十万工程师日复一日用代码、参数和铁屑堆出来的突破。
但站在2026年的坐标点上回望,有一句极其清醒的判断不能略过:一台真正的顶级机床,是机械、电气、材料、软件与测量的复杂集成体。数控系统的突破,充其量是一场局部胜利。而决定一台机床究竟是“能用”还是“卓越”的,远不止算法层面的领先。
从“能跑出参数”到“敢用在一线”,中间横亘着的,是三道真正的硬墙。
01 机械本体的“基本功”:被经验锁死的精密制造拆开任何一台德日顶级机床,最先触动人心的不是它的大脑,而是它的骨架——那个用高牌号灰铸铁铸造的床身,以及导轨、丝杠、主轴这些在图纸上从不显眼、却决定一切的核心构件。
一台高端机床的加工精度,最终被这些“硬件”的物理极限牢牢锁死。高性能电主轴的精度和稳定性——这台机床的“心脏”——在全球范围内,德国凯斯勒、瑞士费舍等品牌几乎主导了高端供应。无论是德国力士乐还是日本THK、NSK在导轨丝杠领域的积累,都是数十年连续迭代的结果。
差距是可量化的。根据行业调研数据,国产高端机床主轴轴承的平均无故障寿命约为1.2万小时,而同等工况下进口轴承的对应数值在2万小时左右。在一些精密磨床、镗床的应用场景中,工作台定位精度的差距更直接反映在加工良率上——国产高端工作台定位精度约为5弧秒,而德国德马吉等顶级品牌的对应数据约为2弧秒。
这些数字的背后,涉及的是材料批次稳定性、热处理工艺的参数沉淀、精密装配的手工经验——这些都不是光靠资金投入和短期攻关能解决的。它们需要的是大量的长期实验数据作为积累。在特种钢材的配方与冶炼工艺上,德国埃特龙、日本NSK等企业数十年间持续进行着不计成本的材料迭代,而中国的相关产业在批次一致性与微观组织控制方面,仍处在追的过程。
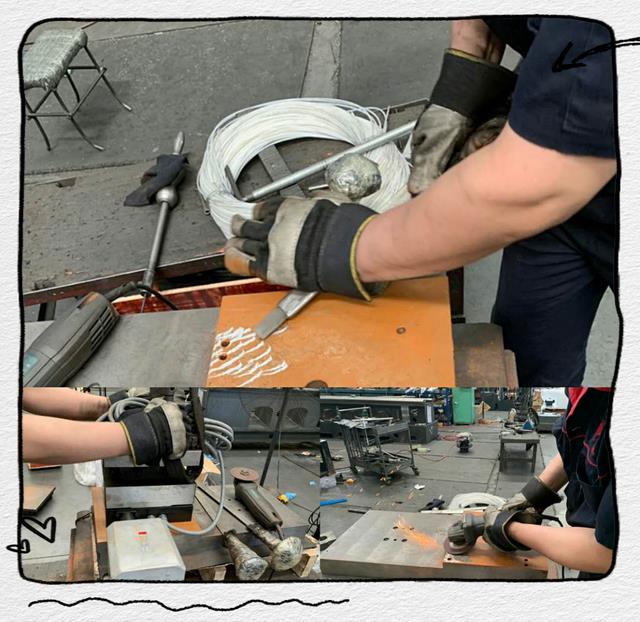
精密装配环节面临的挑战同样严峻。一台顶级机床的刮研、对中、力矩控制,在德、日等传统机床强国通过长达数十年的师徒传承体系,积累出难以被精确复制的操作手感。这些工艺细节在图纸上不会被标注,却在实际加工中决定着机床精度保持性的上限。
这不是简单的投入就能解决的问题。它需要时间——不是以年计,而是以工程师的职业生涯为单位来计算的时间。
02 软件与算法的“软实力”:被忽视的生态战场机械硬件的短板是显性的,而软件生态的偏差,则更容易被忽视,却也更为致命。
一台五轴联动数控机床的复杂曲面加工,离不开功能完善的CAM软件——这个领域,无论是UG NX、Mastercam,还是HyperMILL、PowerMILL,基本被欧美企业所主导。国产CAM软件虽然在部分场景中实现了替代,但在多轴联动刀路优化、复杂曲面加工仿真等方面,功能成熟度与国外主流产品相比,仍存在真实的差距。
比功能差距更难跨越的,是长期使用习惯和工艺参数积累所带来的生态壁垒。中国绝大多数高校和制造企业的数控编程教学中,使用的都是国外软件与环境。背后是数十年形成的后处理数据库、机床模型库和工艺参数集——这些数据积累无法在短期内被简单复制。
加工仿真软件所面临的差距则更为突出。数控机床在实际加工过程中,碰撞检测、切削力模拟与振动预测等环节高度依赖仿真技术的成熟度,VERICUT、Siemens NX Sim等国外产品在这些关键功能上的稳定性和准确性,与国产方案之间仍存在明显差距。
更深层的问题是工业数据标准的缺失。加工工艺数据库(包括切削参数、材料特性、刀具数据等)在国产体系内仍处于碎片化状态。缺乏统一的数据标准,导致仿真结果的可靠性和可重复性不足,无法有效支撑高端制造对精准仿真的迫切需求。
这些软件层面的差距,在终端用户那里几乎不可见,但它们在数控加工的每一个环节都在发挥作用。当高端数控系统的国产化率仅有约30%时,算法层面的断供风险——不只是控制算法本身,还包括配套的CAM软件、仿真软件、在线编程环境等整个工具链——才真正暴露出来。
03 测量与补偿的“最后一微米”:决定“卓越”的隐形技术如果说数控系统是机床的大脑,主轴是心脏,那么测量系统就是机床的眼睛。
蓝宝石测头、激光对刀仪、高分辨率光栅尺——这些精密测量装置,构成了一台高端数控机床实现闭环精控制的基础。然而,这一环节恰恰是国产化替代过程中最为薄弱的一环。德国海德汉的光栅尺、英国雷尼绍的测量探针与激光设备,在全球高端数控机床的测量系统市场中,长期保持着稳定的主导地位。国产替代方案在关键指标上的差距,不仅体现在精度的绝对数值上,更体现在长期的运行稳定性与抗污染能力方面。

热误差补偿技术是另一道隐藏的硬门槛。数控机床在高速运转过程中,持续的热变形是加工精度表征漂移的主要来源。德日顶级机床的核心竞争力之一,是内置传感器网络与算法补偿模型的深度耦合。西门子的“热冗余”技术能够在机床全温域运行环境下,通过实时建模与自适应补偿,将热致误差控制在微米级别。这种技术能力的背后,是长周期的温度场测试数据和经过大量工况验证的补偿算法模型。
国产机床在这一领域的工程化验证积累,与顶级水平之间仍存在真实的差距。结果就是:许多国产机床在冷机状态下的精度表现可圈可点,但连续加工数小时后,随着主轴、导轨、丝杠的温度逐步升高,加工尺寸的漂移量明显增加。
振动抑制能力考验的是同样的工程化水平。高速切削、强力切削过程中的颤振问题,不仅影响加工表面质量,严重时还会导致刀具断裂和设备损坏。日本发那科、德国力士乐等企业,经过长期实践积累,已经形成系统化的振动抑制算法库和伺服参数匹配方案。而国产机床在面对复杂多变的加工工况时,往往依赖工程师的经验进行现场调参,难以在规模化生产中实现稳定一致的动态性能。
04 从“能用”到“敢用”:信任壁垒与市场困局中国工业母机目前所面临的核心困境,或许可以用一件简单的事情来概括:即使部分国产设备在精度指标上已经能与进口设备对标,下游的航空、汽车、精密模具等行业客户,在实际采购决策中仍然会因顾虑而犹豫不决。

这份犹豫并不完全是偏见,它反映着深刻的现实。
根据科德数控公开披露的信息,截至2022年底,国内高端机床的国产化率尚不足10%。主要原因在于:高端用户对设备可靠性、生产效率、故障时间、售后服务响应等方面提出了远超入门级设备的严苛要求。而国产高端机床在进入大规模应用场景时,缺乏连续上万小时无故障运行的可靠记录。没有可靠性数据,就无法获得飞行器结构件、精密模具等高价值场景的试用机会;而进不去高端制造的应用场景,就无法积累这些可靠数据——这构成了一个相对封闭的信任循环。
此外,国产机床在综合加工效率、异常工况的自动化恢复能力、复杂场景下的加工精度保持性等方面,与德日顶级设备之间仍存在实际可感的差距。对于追求精密制造与生产节拍优化的大型企业而言,这种可能的效率损失与风险暴露,往往成为影响采购决策的关键因素。
05 以长期主义正视代差补上这些短板,可能比攻克一个单项的“卡脖子”技术更需要耐心和时间。
机械硬件的经验积累需要时间的沉淀,不可能在短期内完成跨越;软件生态的壁垒需要整个产业链协同构筑,而非仅凭一家企业之力能够突破;测量补偿的精细化工程化验证,更需要在大量真实的加工场景中持续试错与校正。

真正意义上的工业母机产业自主,不是某一个环节的领先,而是从材料到算法、从硬件到生态、从单点指标到全生命周期可靠性的系统级掌控。在那一天到来之前,清醒地认知差距,本身就是一种战略力量的积累——因为只有看见“最后一微米”的真实距离,迈出的每一步才会是坚实有效的。
在机械本体、软件生态、测量补偿这三个短板之中,你认为哪个环节的突破最为紧迫?
大家都在看
-

多户型采暖炉怎么挑?三款热门机型深度解析,全能优选米筑都MJ1 随着冷凝壁挂炉普及,越来越多家庭放弃传统常规炉,选择热效率更高、长期更省钱的全预混机型。市面上米筑都MJ1、力科T4 Pro、小松鼠M8三款热门冷凝产品,均达到108%超高热效率,节能表现处于行业第一梯队,结合户型 ... 机械之最07-03
-

道奇地狱猫最迷人的地方,也是普通人最该冷静的地方 道奇地狱猫最迷人的地方,也是普通人最该冷静的地方 道奇地狱猫最容易让人上头的,不是它有多少匹马力,而是它把燃油性能车最原始、最直接、最不讲道理的一面,几乎推到了极端。可问题也在这里:你喜欢它的狂野,和 ... 机械之最07-03
-

别被颜值骗了!鲁格P08——手枪界的"病娇贵族"全面解析 各位枪械爱好者们好,今天我们要聊的是枪械史上最具争议性的颜值担当——鲁格P08手枪。这把枪就像一位外表光鲜却脾气古怪的贵族少爷,漂亮得让人移不开眼,却又娇气得让人又爱又恨。天生丽质难自弃第一次见到鲁格P08 ... 机械之最07-03
-
未来十年,这十样陪了我们大半辈子的东西,正在悄悄消失 你要是有空,翻翻家里那个装杂物的老抽屉,再蹲下看看茶几底下,八成能摸出几样早就不怎么用了的小东西。它们不吵不闹,也没人专门给它们办个告别仪式,就这么一点点从日子里退了出去。今天我想跟你聊聊,未来十年, ... 机械之最07-02
-

Agent时代,真正稀缺的不是模型,是「定义正确」的能力 Claude Code团队最新提出的「智能体循环」正在重构AI领域的竞争逻辑。本文从第一性原理出发,深度剖析Agent智能体与传统AI的本质差异——不是生成能力的强弱,而是验证标准的自动化程度。揭示行业正面临的关键转折: ... 机械之最07-02
-

一缸汽油怎么变成车轮转动丨看懂内燃机的4冲程 Ciechanowski的交互图解《内燃机》:把发动机拆到每个零件 你踩一脚油门,一升汽油怎么就变成了车轮的转动?这个问题,我小时候盯着发动机盖想过很久,也没人给我讲明白。直到最近又刷到Bartosz Ciechanowski那篇《I ... 机械之最07-02
-

硅基与智能:当芯片长出智慧 作者:卢重光提起硅基,不少人会觉得这是遥远又冰冷的科技概念。人类是依靠碳元素构成躯体、拥有血肉与情感的碳基生命,而以硅芯片为核心的硅基世界,似乎天生就和“温度”二字无缘。但放眼当下生活不难发现:硅基早 ... 机械之最07-02
-
生气了,发泄出来就好了?我们可能一直都做错了 日常生活和工作中难免会感到生气、愤怒,此时我们一般认为最好的方法是将这些负面情绪发泄出来,而不是让它们在心里憋着。然而,这种传统的发泄观念真的有科学依据吗?发泄愤怒真的能有效减少愤怒吗?还是它只是一种 ... 机械之最07-02
-

从“能用”到“好用”:具身智能蓄力“关键一跃” 今年6月宇树科技科创板IPO过会,工信部与国资委联合启动2026年度人形机器人与具身智能实景实训专项行动……作为AI落地实体场景的核心载体,具身智能已成为观察科技创新与产业创新深度融合的核心风向标。记者近期走访 ... 机械之最07-02
-

以色列大突袭巴勒斯坦!枪杀15岁儿童,中方怒斥以色列,忍无可忍 停火协议墨迹未干,以色列的子弹已经穿透了一名15岁巴勒斯坦少年的头颅和胸膛。这不是一次“误击”,不是一个“意外”,更不是所谓的“还击暴动”。这是一支全副武装的军队,对一个手无寸铁的孩子,做出的有意识选择 ... 机械之最07-01
相关文章
- 别被颜值骗了!鲁格P08——手枪界的"病娇贵族"全面解析
- 奋力谱写强国建设、民族复兴新篇章——习近平总书记在庆祝中国共产党成立105周年大会上的重要讲话激励各地干部群众团结奋进勇毅前行
- 未来十年,这十样陪了我们大半辈子的东西,正在悄悄消失
- “全球最大杠杆ETF”的威力:“两倍海力士ETF”不仅影响海力士,甚至是整个全球科技股走势
- Agent时代,真正稀缺的不是模型,是「定义正确」的能力
- 一缸汽油怎么变成车轮转动丨看懂内燃机的4冲程
- 破局与重塑:数智时代的拔尖创新人才培养新范式
- 硅基与智能:当芯片长出智慧
- 生气了,发泄出来就好了?我们可能一直都做错了
- 从“能用”到“好用”:具身智能蓄力“关键一跃”
- 从水龙头到船用螺旋桨:7大机械装置的精妙原理与工业智慧
- 以色列大突袭巴勒斯坦!枪杀15岁儿童,中方怒斥以色列,忍无可忍
- 远古机械零件的神秘发现,隐藏在岩层中的奇妙宝藏!
- 电影《四渡》主演刘烨接受《环球时报》专访:“长征精神像一把钥匙”
- 论创新 邢台太行了
- 四条钢铁巨龙铺展秦巴,为“中国道路”作注脚
- 两个“南沟”蝶变记
- 机械设计制造 VS 机电一体化,一字之差,就业路线完全不同
- “天路”逐梦记——写在青藏铁路开通20周年之际
- Token工厂抢位战:谁会成为AI时代的“电厂”?
热门阅读
-
 1
天下第一暗器暴雨梨花针,传说中的唐门暗器做出来了 07-13
1
天下第一暗器暴雨梨花针,传说中的唐门暗器做出来了 07-13 -
 2
汽车投诉排行榜前十名汽车 问题最多的就是这些车 07-13
2
汽车投诉排行榜前十名汽车 问题最多的就是这些车 07-13 -
 3
世界上最牛挖掘机,甚至可以挖穿一座城市 11-05
3
世界上最牛挖掘机,甚至可以挖穿一座城市 11-05 -
 4
世界最大核潜艇制造厂,产量远超中美法 11-20
4
世界最大核潜艇制造厂,产量远超中美法 11-20 -
 5
5
-
 6
6
-
 7
7
-
 8
我国在职正部级领导中,最年轻的是这5人! 08-30
8
我国在职正部级领导中,最年轻的是这5人! 08-30