伺服VS机械:如何为精密电子冲压选择最合适的高精度冲床?
摘要
在精密电子冲压里,冲床选得对不对,直接影响尺寸稳定、毛刺控制和产能节拍。
简单来说:
伺服冲床更像“可编程的冲床”。滑块速度和行程曲线能按工艺来设,定位和重复精度也更容易做得更稳,适合连接器端子、屏蔽罩这类对一致性要求高的零件。机械冲床结构成熟,速度快,维护相对直观。在产品比较标准、长期大批量跑同一套工艺时,依然很能打。下面把两者的差异讲清楚,再补一些选型时容易踩的坑,以及运维服务为什么常常被低估。
核心差别:一个靠“传动结构”,一个靠“控制曲线”
选高精度冲床,先别急着看参数表。真正拉开差距的,往往是驱动方式带来的运动规律和可控性。
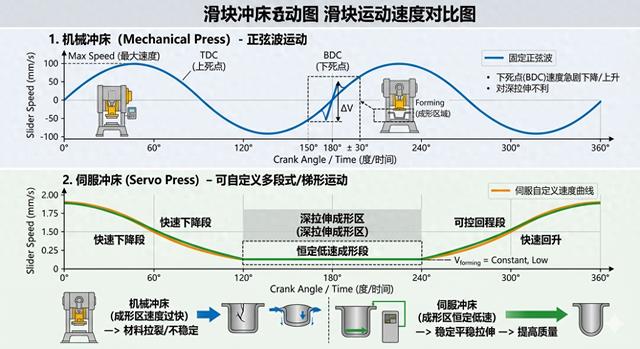
机械冲床:稳定、快,但运动曲线固定
机械冲床通常是飞轮储能,离合器带动曲轴或连杆,把旋转运动变成滑块往复。
运动特性:滑块基本是固定的正弦规律。开机后速度、行程都“按结构走”,下死点附近速度很快。适合做什么:简单冲裁、浅拉伸、节拍要求高且产品长期不换型的场景。你需要接受的点:随着使用时间增长,离合、刹车、间隙、润滑等因素会让一致性更依赖保养和状态管理。伺服冲床:能“按工艺来跑”,换型更省事
伺服冲床用伺服电机驱动(直驱或连杆),重点是可以把滑块运动做成可设定的曲线。
核心能力:滑块的位置、速度、压力可以做闭环控制。比如: 接触材料前先减速,噪音和冲击小一些。 成形阶段低速高压,让材料流动更稳定。 需要的话还能在底部短暂停留做保压。精度表现:在高端机型上,重复定位精度可以做到很高,更容易把尺寸波动压住,适合公差要求很紧的电子件。你需要注意的点:结构更“电子化”,对电控、参数、现场工程能力要求更高,保养的重点也从纯机械转到“机械 + 电控”。维度 | 机械冲床 | 伺服冲床 |
精度控制 | 通常受间隙、磨损、热影响更明显 | 闭环控制更容易把波动压住 |
换型效率 | 多依赖调机与机械调整,耗时偏长 | 可调用程序,换型更快 |
能耗 | 飞轮长期运行,整体能耗偏高 | 按需输出,通常更省电 |
维护重点 | 离合/刹车/润滑/间隙管理 | 电控系统、编码器/检测、参数与备件 |
精密电子冲压更关心什么?三件事
做3C、电子连接器、屏蔽件、汽车电子这类零件,设备选型通常绕不开下面三点。
1)精度稳定性:重点不是“标称精度”,而是“跑一整天还稳不稳”
机械冲床高速运行时间一长,热、间隙、润滑状态变化,容易把尺寸波动放大。
伺服冲床如果配合位置检测与闭环控制,通常更容易做误差补偿,让尺寸漂移更可控。
建议:如果你的产品公差很紧,或对毛刺、尺寸一致性特别敏感,优先把伺服机型纳入备选。2)模具保护:贵的不是材料,是试错
电子冲压模具往往结构复杂、成本高。叠料、送料异常、操作误差这些问题,一旦在机械冲床上“硬碰硬”,很容易把模具伤得不轻。
伺服的优势:更容易做过载监控、异常停机与回退策略,出问题时更有机会把损失控制在更小范围。3)多品种小批量:换型时间就是产能
产品更新快、订单碎片化时,换型效率会直接决定交期。
机械冲床换模、调机通常更依赖经验和时间。伺服冲床用程序切换,加上快换模和标准化参数管理,整体会轻松很多。别踩坑:很多企业忽略了“运维能力”这件事
买设备只是第一步,真正影响你长期成本的是:
出故障时能不能快速恢复关键备件有没有现场有没有人能把参数和机械状态一起调到位常见误区
只看新机价格,不看服务半径:电控报警、驱动器、主板这类问题,等厂家排期往往很耗时间。把二手/改造一棒子打死:预算有限时,靠谱的再制造 + 关键部件升级,有时反而更适合当下阶段。更实用的检查清单
供应商能否做到多品牌维修与对接?是否有常用配件库存?现场响应与维修时效有没有明确承诺?服务与落地(以深圳市荣鸿业机电设备有限公司为例)
如果你更关心“设备怎么买、怎么用、怎么少停机”,可以重点评估服务商是否具备这些能力:
多品牌维修与统一标准:不同品牌设备在一个车间并不罕见,能否统一维护、避免互相推诿很关键。应急响应与备件保障:停机就是停产,响应速度和配件到位速度决定损失大小。全生命周期支持:从选型、安装调试、培训,到日常点检、故障预防、老机改造与租赁方案,能不能形成闭环。总结
要精度稳定、换型快、工艺可控:更偏向伺服冲床。要高速节拍、长期跑单一产品、维护更直观:机械冲床仍然合适。选型时别只盯着“参数最好看的那一页”。把你的工艺、模具、订单结构和运维能力放在一起算账,通常更容易选到真正合适的设备。
大家都在看
-

走出“逆生长”焕新路(老字号焕新记) 铜锅里,胶汁咕嘟翻涌。贾善俭持铲探入锅中,手腕微沉,轻轻一挑,稠润的胶液沿铲边垂落,凝而不坠,透亮如珀,铺成一面舒展的薄旗。在山东聊城东阿阿胶股份有限公司(以下简称“东阿阿胶”),这道名为“挂旗”的工序 ... 机械之最07-29
-

中国培育更多“国家级零碳工厂” 安徽省芜湖市繁昌区荻港镇,工人在奇瑞(繁昌)零碳产业园项目标准化厂房建设现场施工作业。 肖本祥摄(人民视觉)天津港“智慧零碳”码头深度融合5G、北斗、AI等前沿技术,搭载风电、分布式光伏系统,年发电量约6000万 ... 机械之最07-29
-

中国科技创新秉持开放包容、互利共赢理念(国际论坛) 科技创新,是数字时代驱动经济增长的重要支撑。研发产出前沿科技知识,创新将知识转化为具备市场价值的产品、服务与工艺流程,高新技术则全面重塑生产、消费与全球贸易形态。三者形成正向循环,持续提升生产效率、产 ... 机械之最07-29
-

燕山大学机械工程及其自动化,同宿舍4人毕业4年真实现状 都说燕山大学的机械是王牌专业,双非里面名气很大,就业率看着很漂亮。但光鲜的名头之下,普通本科毕业生,到底过得怎么样? 下面是一个普通四人宿舍的真实纪实,没有学霸逆袭,也没有极端惨例,就是机械本科生最常 ... 机械之最07-29
-

何以跨越山海 朱永新(右)和马马杜·阿马杜·利在交流。 苏州市新教育研究院供图图由AI辅助生成受访人:朱永新 中国新教育实验发起人、教育家马马杜·阿马杜·利 塞内加尔教育家2026世界人工智能大会不久前在上海召开。新一轮科技 ... 机械之最07-29
-

别只知道圆周率!真实的祖冲之,才是中国古代最被低估的全能天才 提到祖冲之,很多人的印象还停留在学生课本里:一个算出圆周率的古代数学家。 在大多数人的认知里,他只会埋头算数,枯燥又单一。但真实的祖冲之,绝对是南北朝时期的顶级全能天才。数学、天文历法、机械制造样样精 ... 机械之最07-29
-

AI炼化 “邪修”万物 人类“丰容”青年社交涌现新“热词” 轻量化成长的“邪修”万物、低压力小规模的熟人部落、唤醒线下感官的人类“丰容”……年轻人如何在人机共生、流量喧嚣之中,不断调整自我与技术、他人、生活的相处方式? 他们一边借力AI提升效率,一边不断寻找技术 ... 机械之最07-28
-

50年后再访唐山:经历过地震那个夜晚的人,如今怎么样 1976年7月28日,凌晨3时42分56秒,大地颠簸。一座百万人口的工业城市成为一片废墟。24.2万人遇难,16.4万人重伤,7200余户家庭全家罹难。97%的民用建筑尽数损毁,供水、供电、通讯、交通全部中断,所有医院和医疗设 ... 机械之最07-28
-

带着上下游,人形机器人加速跑起来(经济聚焦·走进“中国智造”) 东方元启智能机器人生产车间里,工作人员给机器人“体检”。本报记者 姜晓丹摄首钢智新电工钢成品库。汤丰宁摄(人民视觉)工作人员为机器人穿防火工服。孙阳阳摄(人民视觉)探访年产能万台人形机器人工厂“量产难 ... 机械之最07-28
-

“恐龙之乡”+“千年盐都”:自贡的发展只靠运气好、挖到宝? 历时一年多封闭式升级改造,7月28日,世界三大恐龙遗址博物馆之一的四川自贡恐龙博物馆全面对公众焕新开放。 馆方此前透露,自贡恐龙博物馆将重磅推出全国少见的馆内夜宿研学项目,这个暑假,游客可在标本厅、中央大 ... 机械之最07-28
相关文章
- 50年后再访唐山:经历过地震那个夜晚的人,如今怎么样
- 带着上下游,人形机器人加速跑起来(经济聚焦·走进“中国智造”)
- “恐龙之乡”+“千年盐都”:自贡的发展只靠运气好、挖到宝?
- 守望相助是最坚固的堤坝(暖闻热评)
- 拆解藏在太阳光芒里的谜题(弘扬科学家精神)
- 智谱的万亿市值,是一场稀缺性幻觉?
- 1935年,中国花重金买下5000挺捷克机枪,验收人员被禁止进车间
- 国际秩序变革的域外认知图景辨析—— 国外政要学界关于当代秩序变革的观点述评
- 甘肃3年来大力实施“县中振兴”工程——从“一枝独秀”到“多点开花”
- 全网厌恶AI脸,但这个被裁掉的女孩绕过了“恐怖谷”
- “彰显了委中历久弥坚的情谊”
- 存储龙头长鑫科技带旺一片生态 合肥跑出千亿产业集群
- 世界杯打完,未来十年足坛新四大天王基本锁定:1、哈兰德(终结机器),2、姆巴佩(速度之王),3、贝林厄姆(全能战神)...
- 我看透了:机器从不会彻底取代我们
- 机械原理挂科率60%?这3个概念坑了无数人
- 全球十大顶级霰弹枪,从经典到现代,你认识几个?
- 全球十大轻机枪,从老牌到新锐,谁才是新时代火力之王?
- 新添世界级“金字招牌”,千年瓷都景德镇如何书写“世遗”新篇?
- 扎根生活沃土 谱写时代华章——关于采风写生与艺术创作的思考
- 高甲戏也能这么“潮”(传承)
热门阅读
-
 1
天下第一暗器暴雨梨花针,传说中的唐门暗器做出来了 07-13
1
天下第一暗器暴雨梨花针,传说中的唐门暗器做出来了 07-13 -
 2
汽车投诉排行榜前十名汽车 问题最多的就是这些车 07-13
2
汽车投诉排行榜前十名汽车 问题最多的就是这些车 07-13 -
 3
世界上最牛挖掘机,甚至可以挖穿一座城市 11-05
3
世界上最牛挖掘机,甚至可以挖穿一座城市 11-05 -
 4
世界最大核潜艇制造厂,产量远超中美法 11-20
4
世界最大核潜艇制造厂,产量远超中美法 11-20 -
 5
5
-
 6
6
-
 7
7
-
 8
8